

干货:PVC粒料以及各类塑料注塑收缩率影响因素
栏目:媒体新闻 发布时间:2021-06-01 15:53
热塑性塑料的特性是在加热后膨胀,冷却后收缩。注塑收缩率即指注塑制品制件在成型温度下尺寸与从模具中取出冷却至室温后尺寸之差的百分比。在注塑成型过程中首先将熔融塑料注...
热塑性塑料的特性是在加热后膨胀,冷却后收缩。注塑收缩率即指注塑制品制件在成型温度下尺寸与从模具中取出冷却至室温后尺寸之差的百分比。在注塑成型过程中较早先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成型收缩。塑件从模具取出到稳定这段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩,另一种变化是某些吸湿性塑料因吸湿而出现膨胀,但是其中起主要作用的是成型收缩。一般成型以后的收缩成为后收缩,后收缩通常比较小,对于尺寸比较小的产品则一般可以忽略。接下来讲述制品结构、塑料材料性能、模具结构、注塑工艺对注塑收缩率的影响。
在直径为99.85mm的模具中注塑成圆片,注塑温度为190,注射速度为15g/s,注射压力为25MPa,保压时间为30s。将圆片在23、相对湿度50%下放置24h后测试尺寸,然后计算其成型收缩率S:
收缩率S=(M-D)/ M×100%
M:模腔直径,mm
D:制品实际尺寸,平行于物料流动方向与垂直于物料流动方向直径的平均值,mm
一、塑件结构及材料性能的影响
对于成型件壁厚来说,一般由于厚壁的冷却时间较长,因而收缩率也较大。对于一般塑件来说,当沿熔料方向尺寸与垂直于熔料流动方向尺寸的差异较大时,则收缩率差异也较大。从熔料流动距离来看,远离浇口部分的压力损失大,因而该处的收缩率也比靠近浇口部位大。因加强筋、孔、凸台和雕刻等形状具有收缩抗力,因而这些部位的收缩率较小。
1.1. 塑料结构对制品收缩率的影响
1.1.1. 厚壁塑件比薄壁塑件收缩率大(但大多数塑料1mm薄壁制件反而比2mm收缩率大,这是由于熔体在模腔内阻力增大的缘故);
1.1.2. 塑件上带嵌件比不带嵌件的收缩率小;
1.1.3. 塑件形状复杂的比形状简单的收缩率要小;
1.1.4. 塑件高度方向一般比水平方向的收缩率小;
1.1.5. 细长塑件在长度方向上的收缩率小;
1.1.6. 塑件长度方向的尺寸比厚度方向尺寸的收缩率小;
1.1.7. 内孔收缩率大,外形收缩率小。
1.2. 塑料性质对制品收缩率的影响
1.2.1. 结晶型塑料收缩率大于无定形塑料;
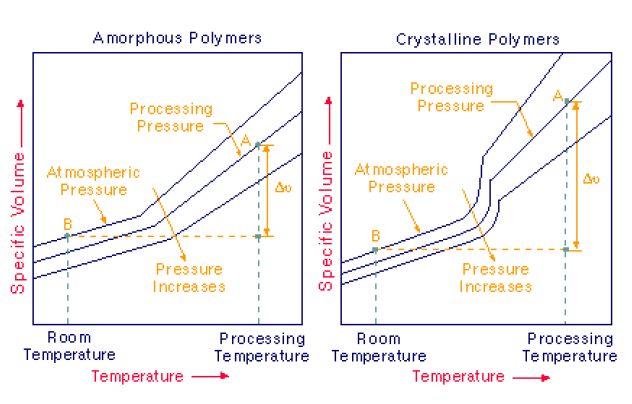
结晶塑料和无定型塑料收缩和翘曲示意图
1.2.2. 流动性好的塑料,成型收缩率小;
1.2.3. 塑料中加入填充料,成型收缩率明显下降;
1.2.4. 不同批次的相同塑料,成型收缩率也不相同。
推荐阅读:什么是结晶性塑料?及结晶对性能和加工性能的影响
二、模具结构的影响
浇口形式对收缩率也有影响。用小浇口时,因保压结束之前浇口即固化而使塑件的收缩率增大。注塑模具中的冷却回路结构也是模具设计中的一个关键。冷却回路设计不当,则因塑件各处温度不均衡而产生收缩差,其结果是使塑件尺寸差或变形。在薄壁部分,模具温度分布对收缩率的影响则更为明显。小编总结了以下四点:
2.1. 浇口尺寸大,收缩率减小;
2.2. 垂直的浇口方向收缩率减小,平行的浇口方向收缩率增大;
2.3. 远离浇口比近浇口的收缩率小;
2.4. 有模具限制的塑件部分的收缩率小,无限制的塑件部分的收缩率大。
三、成型工艺对塑料制品收缩率的影响
3.1. 料筒温度:
料筒温度较高时,压力传递较好而使收缩力减小。但用小浇口时,因浇口固化早而使收缩率仍较大。对于壁厚塑件来说,即使筒温度较高,其收缩率仍较大。
3.2. 补料:
在成型条件中,尽量减少补料以使塑件尺寸保持稳定。但补料不足则无法保持压力,也会使收缩率增大。
3.3. 注射压力:
注射压力是对收缩率影响较大的因素,特别是充填结束后的保压压力。在一般情况下,压力较大时候因材料的密度大,收缩率就较小。尤其针对热塑性弹性体材料,注塑压力加大,收缩率可以明显降低,但注塑压力过大,甚至导致低硬度TPE膨胀。
3.4. 注射速度:
注射速度对收缩率的影响较小。但对于薄壁塑件或浇口非常小,以及使用强化材料时,注射速度加快则收缩率小。
3.5. 模具温度:
通常模具温度较高时收缩率也较大。但对于薄壁塑件,模具温度高则熔料的流动抗阻小,进而收缩率反而较小。
3.6. 成型周期:
成型周期与收缩率无直接关系。但需注意,当加快成型周期时,模具温度、熔料温度等必然也发生变化,从而影响收缩率的变化。
附表:常用材料收缩率及其他参数如下:
简称中文比重收缩率%料筒筒温度模温
LDPE低密度聚乙烯0.923220~26020~40
HDPE度密度聚乙烯0.963190~28030~70
PP聚丙烯0.912210~28020~50
PVC聚氯乙烯1.38~1.411.5170~19020~40
ABS丙烯-丁二烯-苯乙烯1.050.6210~26050~80
AS丙烯-苯乙烯1.070.6220~27040~80
BS丁二烯-苯乙烯1.010.5190~23030~50
GPPS通用聚苯乙烯1.160.3~0.6200~25040~60
HIPS高冲击聚苯乙烯(改苯)1.080.5210~27020~50
EVA乙烯-醋酸乙烯脂0.952140~20020~40
PMMA聚甲基丙烯甲脂1.180.6220~24060~80
PA6聚酰胺-61.130.7-1250~27040~60
PA66聚酰胺-661.131.3280~30040~60
PA66+30%GF聚酰胺-66+30%玻纤1.390.3240~27080~90
POM聚甲醛1.422.1205~22580~100
PC聚碳酸脂1.20.5271~29371~93
PET聚对苯二甲酸乙二醇脂1.330.4277~29315~30
PET+30%GF聚对苯二甲酸乙二醇脂+30%玻纤1.670.2265~30595~150
PETG改性聚酯1.270.2~0.5250~27015~40
PCTG改性聚酯1.230.2~0.5275~29515~40
PBT聚对苯二甲酸丁二醇脂1.41.5~2.2225~24540~80
PBT+30%GF聚对苯二甲酸丁二醇脂1.610.4~0.9225~25040~100
PCT+30%GF改性聚酯+30%玻纤1.450.1~0.4295~370105~135
CA醋酸纤维素1.260.5160~23040~60
CAP丙酸纤维素1.20.5215~24040~75
CAB丁酸纤维素1.190.5230~25040~85
PP耐高温耐高温聚丙烯1.120.9~1.1180~22060~80
PP防火防火聚丙烯0.951.4180~22030~50
PPS+40%GF聚苯硫醚+40%玻纤1.670.25300~340120~150
PPO聚苯醚1.070.5~0.8270~31070~93
PSU聚砜1.240.5330~360120~160
PES聚醚砜1.370.68340~380120~160
LCP液晶聚合物1.70.02385~40035~200
SBS苯乙烯嵌段共聚物0.96~1.11.5145~16025~30
SEBS氢化苯乙烯嵌段共聚物0.87~0.911.6180~22035~65
TPU热塑性聚氨脂1.241.2190~22024~49
TPV完全硫化聚烯烃弹性体0.971.5~2.5180~19010~80
TPEE聚酯弹性体1.21.4220~25045
注:对于热塑性弹性体TPE-S和热塑性橡胶TPV的收缩率,范围很宽,在开模具之前,较好与热塑性弹性体材料厂家确定好具体的收缩率。热塑性弹性体材料的收缩率与硬度有很大的关系,通常90A左右的TPE收缩率大约在1.5%,70A左右的收缩率大约在2%,50A左右的收缩率约在2.5%。其实主要是和填充油相关,油越多收缩率越大。
对于TPV还和硫化程度有关,通常硫化程度高的TPV,收缩率更大。比如用某些国产的TPV牌号替换进口TPV,可能会产生制品尺寸过大的情况,主要是进口TPV的交联度更高,同样的硬度,进口TPV的聚丙烯含量和油的含量更高。
无锡嘉弘塑料科技有限公司拥有近30年改性PVC粒料的研发、造粒生产经验,改性工程塑料的研发和生产经验;专业技术服务团队可为客户提供一站式改性塑料系统解决方案。如想了解更多关于产品的信息,欢迎登录我们的官网∶www.js-plastics.com,咨询在线客服或拨打热线。固话:0510-68755207 手机:15190220696,我们将竭诚为您服务。
(免责声明: 本站内收录的所有教程与资源均来自于互联网,其版权均归原作者及其网站所有,本站虽力求保存原有的版权信息,但由于诸多原因,可能导致无法确定其真实来源,请原作者原谅!如果您对本站教程与资源的归属存有异议,请立即通知小编,情况属实,我们会较早时间予以删除。)
在直径为99.85mm的模具中注塑成圆片,注塑温度为190,注射速度为15g/s,注射压力为25MPa,保压时间为30s。将圆片在23、相对湿度50%下放置24h后测试尺寸,然后计算其成型收缩率S:
收缩率S=(M-D)/ M×100%
M:模腔直径,mm
D:制品实际尺寸,平行于物料流动方向与垂直于物料流动方向直径的平均值,mm
一、塑件结构及材料性能的影响
对于成型件壁厚来说,一般由于厚壁的冷却时间较长,因而收缩率也较大。对于一般塑件来说,当沿熔料方向尺寸与垂直于熔料流动方向尺寸的差异较大时,则收缩率差异也较大。从熔料流动距离来看,远离浇口部分的压力损失大,因而该处的收缩率也比靠近浇口部位大。因加强筋、孔、凸台和雕刻等形状具有收缩抗力,因而这些部位的收缩率较小。
1.1. 塑料结构对制品收缩率的影响
1.1.1. 厚壁塑件比薄壁塑件收缩率大(但大多数塑料1mm薄壁制件反而比2mm收缩率大,这是由于熔体在模腔内阻力增大的缘故);
1.1.2. 塑件上带嵌件比不带嵌件的收缩率小;
1.1.3. 塑件形状复杂的比形状简单的收缩率要小;
1.1.4. 塑件高度方向一般比水平方向的收缩率小;
1.1.5. 细长塑件在长度方向上的收缩率小;
1.1.6. 塑件长度方向的尺寸比厚度方向尺寸的收缩率小;
1.1.7. 内孔收缩率大,外形收缩率小。
1.2. 塑料性质对制品收缩率的影响
1.2.1. 结晶型塑料收缩率大于无定形塑料;
结晶塑料和无定型塑料收缩和翘曲示意图
1.2.2. 流动性好的塑料,成型收缩率小;
1.2.3. 塑料中加入填充料,成型收缩率明显下降;
1.2.4. 不同批次的相同塑料,成型收缩率也不相同。
推荐阅读:什么是结晶性塑料?及结晶对性能和加工性能的影响
二、模具结构的影响
浇口形式对收缩率也有影响。用小浇口时,因保压结束之前浇口即固化而使塑件的收缩率增大。注塑模具中的冷却回路结构也是模具设计中的一个关键。冷却回路设计不当,则因塑件各处温度不均衡而产生收缩差,其结果是使塑件尺寸差或变形。在薄壁部分,模具温度分布对收缩率的影响则更为明显。小编总结了以下四点:
2.1. 浇口尺寸大,收缩率减小;
2.2. 垂直的浇口方向收缩率减小,平行的浇口方向收缩率增大;
2.3. 远离浇口比近浇口的收缩率小;
2.4. 有模具限制的塑件部分的收缩率小,无限制的塑件部分的收缩率大。
三、成型工艺对塑料制品收缩率的影响
3.1. 料筒温度:
料筒温度较高时,压力传递较好而使收缩力减小。但用小浇口时,因浇口固化早而使收缩率仍较大。对于壁厚塑件来说,即使筒温度较高,其收缩率仍较大。
3.2. 补料:
在成型条件中,尽量减少补料以使塑件尺寸保持稳定。但补料不足则无法保持压力,也会使收缩率增大。
3.3. 注射压力:
注射压力是对收缩率影响较大的因素,特别是充填结束后的保压压力。在一般情况下,压力较大时候因材料的密度大,收缩率就较小。尤其针对热塑性弹性体材料,注塑压力加大,收缩率可以明显降低,但注塑压力过大,甚至导致低硬度TPE膨胀。
3.4. 注射速度:
注射速度对收缩率的影响较小。但对于薄壁塑件或浇口非常小,以及使用强化材料时,注射速度加快则收缩率小。
3.5. 模具温度:
通常模具温度较高时收缩率也较大。但对于薄壁塑件,模具温度高则熔料的流动抗阻小,进而收缩率反而较小。
3.6. 成型周期:
成型周期与收缩率无直接关系。但需注意,当加快成型周期时,模具温度、熔料温度等必然也发生变化,从而影响收缩率的变化。
附表:常用材料收缩率及其他参数如下:
简称中文比重收缩率%料筒筒温度模温
LDPE低密度聚乙烯0.923220~26020~40
HDPE度密度聚乙烯0.963190~28030~70
PP聚丙烯0.912210~28020~50
PVC聚氯乙烯1.38~1.411.5170~19020~40
ABS丙烯-丁二烯-苯乙烯1.050.6210~26050~80
AS丙烯-苯乙烯1.070.6220~27040~80
BS丁二烯-苯乙烯1.010.5190~23030~50
GPPS通用聚苯乙烯1.160.3~0.6200~25040~60
HIPS高冲击聚苯乙烯(改苯)1.080.5210~27020~50
EVA乙烯-醋酸乙烯脂0.952140~20020~40
PMMA聚甲基丙烯甲脂1.180.6220~24060~80
PA6聚酰胺-61.130.7-1250~27040~60
PA66聚酰胺-661.131.3280~30040~60
PA66+30%GF聚酰胺-66+30%玻纤1.390.3240~27080~90
POM聚甲醛1.422.1205~22580~100
PC聚碳酸脂1.20.5271~29371~93
PET聚对苯二甲酸乙二醇脂1.330.4277~29315~30
PET+30%GF聚对苯二甲酸乙二醇脂+30%玻纤1.670.2265~30595~150
PETG改性聚酯1.270.2~0.5250~27015~40
PCTG改性聚酯1.230.2~0.5275~29515~40
PBT聚对苯二甲酸丁二醇脂1.41.5~2.2225~24540~80
PBT+30%GF聚对苯二甲酸丁二醇脂1.610.4~0.9225~25040~100
PCT+30%GF改性聚酯+30%玻纤1.450.1~0.4295~370105~135
CA醋酸纤维素1.260.5160~23040~60
CAP丙酸纤维素1.20.5215~24040~75
CAB丁酸纤维素1.190.5230~25040~85
PP耐高温耐高温聚丙烯1.120.9~1.1180~22060~80
PP防火防火聚丙烯0.951.4180~22030~50
PPS+40%GF聚苯硫醚+40%玻纤1.670.25300~340120~150
PPO聚苯醚1.070.5~0.8270~31070~93
PSU聚砜1.240.5330~360120~160
PES聚醚砜1.370.68340~380120~160
LCP液晶聚合物1.70.02385~40035~200
SBS苯乙烯嵌段共聚物0.96~1.11.5145~16025~30
SEBS氢化苯乙烯嵌段共聚物0.87~0.911.6180~22035~65
TPU热塑性聚氨脂1.241.2190~22024~49
TPV完全硫化聚烯烃弹性体0.971.5~2.5180~19010~80
TPEE聚酯弹性体1.21.4220~25045
注:对于热塑性弹性体TPE-S和热塑性橡胶TPV的收缩率,范围很宽,在开模具之前,较好与热塑性弹性体材料厂家确定好具体的收缩率。热塑性弹性体材料的收缩率与硬度有很大的关系,通常90A左右的TPE收缩率大约在1.5%,70A左右的收缩率大约在2%,50A左右的收缩率约在2.5%。其实主要是和填充油相关,油越多收缩率越大。
对于TPV还和硫化程度有关,通常硫化程度高的TPV,收缩率更大。比如用某些国产的TPV牌号替换进口TPV,可能会产生制品尺寸过大的情况,主要是进口TPV的交联度更高,同样的硬度,进口TPV的聚丙烯含量和油的含量更高。
无锡嘉弘塑料科技有限公司拥有近30年改性PVC粒料的研发、造粒生产经验,改性工程塑料的研发和生产经验;专业技术服务团队可为客户提供一站式改性塑料系统解决方案。如想了解更多关于产品的信息,欢迎登录我们的官网∶www.js-plastics.com,咨询在线客服或拨打热线。固话:0510-68755207 手机:15190220696,我们将竭诚为您服务。
(免责声明: 本站内收录的所有教程与资源均来自于互联网,其版权均归原作者及其网站所有,本站虽力求保存原有的版权信息,但由于诸多原因,可能导致无法确定其真实来源,请原作者原谅!如果您对本站教程与资源的归属存有异议,请立即通知小编,情况属实,我们会较早时间予以删除。)
