

汽车用ABS/ PVC 密封条的开发
栏目:行业动态 发布时间:2021-06-01 15:53
针对目前国内汽车用PVC 门窗密封条存在的缺陷,研制开发了ABS/ PVC 密封条专用料。研 究结果表明,通过选择适宜的原料种类及其配比,并添加适量的ABS 接枝粉、氟母粒及聚乙烯蜡等,在 适...
针对目前国内汽车用PVC 门窗密封条存在的缺陷,研制开发了ABS/ PVC 密封条专用料。研
究结果表明,通过选择适宜的原料种类及其配比,并添加适量的ABS 接枝粉、氟母粒及聚乙烯蜡等,在
适当的加工条件下,能生产出性能完全满足相关技术指标的ABS/ PVC 密封条。

车辆门窗密封条是车辆防尘、挡雨的关键部件。汽车用密封条大多以塑料和铝共混物为主,由于铝共混物对玻璃减振性差,所以人们更趋向于使用塑料密封条 。
目前,我国汽车尤其是轿车用门窗密封条多数依赖进口。国内一般采用PVC 作原料生产汽车门窗密封条,其拉伸强度和冲击强度低,而且遇热易变形,使用寿命一般只有2~5 年;国外则采用EPDM、PP 及EPDM/ PP热塑性弹性体,使用寿命一般与汽车的使用寿命相同(10 年以上) ,但价格昂贵[2 ] 。为此,开发了汽车用ABS/ PVC 密封条,克服了PVC 密封条热稳定性较差、缺口冲击强度敏感的缺陷,而价格比进口密封条便宜。
1 实验部分①
1. 1 原材料
PVC 树脂,S - 700 型,S - 1000 型,齐鲁石化公司氯碱厂产品;ABS 树脂,301 注射级,兰州石化公司合成橡胶厂产品;ABS 接枝粉,胶质量分数为60 % ,兰州石化公司合成橡胶厂产品;氟母粒树脂,兰州石化公司石油化工研究院产品;聚乙烯蜡,兰州石化公司石油化工厂产品;其他助剂(稳定剂、润滑剂、增塑剂等) 均为国产工业级。
1. 2 仪器和设备
哈克转矩流变仪,RHEOCORD40 ,美国哈克公司产品;双螺杆挤出造粒机,ZSE - 34 ,西德莱斯公司产品;密封条共挤出设备,SJ - 45 ×25C,哈尔滨塑料制造模具厂产品;高速混合器,GRH - 100 ,阜新市红旗塑料机械厂产品;悬臂梁冲击强度测定仪,XJU - 5. 5 ,承德市金建检测仪器有限公司产品。
1. 3 密封条的几何形状及技术要求
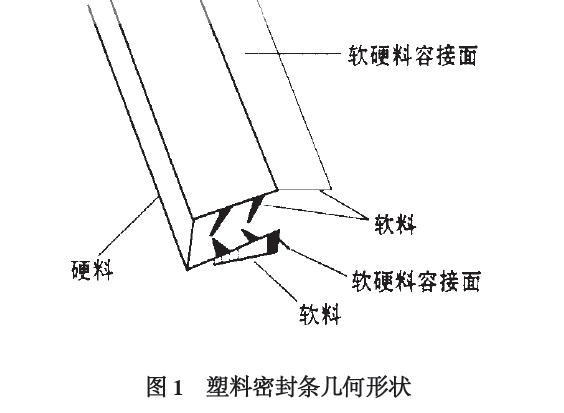
塑料密封条几何形状如图1 所示,分为软料部分(以热塑性弹性体为主) 和硬料部分(ABS/PVC 共混物) 。硬料U 形槽内用于固定玻璃,外端固定在汽车门窗框上,软料部分则对玻璃起减振和密封作用。汽车用塑料密封条技术指标如表1 所列。
2 结果与讨论
2. 1 ABS 与PVC配比对其共混物性能的影响PVC 与SAN 树脂相相容性较好,而与丁二烯橡胶相不相容,故ABS/ PVC 共混物属“半相容”体系。ABS 与PVC 配比(质量份数,下同) 对其共混物性能的影响如表2 所列。从表2 可以看出,随着ABS 树脂含量的提高,共混物的冲击强度由快速增高到趋于平缓,而后下降。这是因为,当ABS 的含量不是足够高时,橡胶含量对冲击力的分散起着重要作用。当橡胶含量达到一定程度后,相结构状态发生了转变,原来的分散相变为连续相,致使冲击强度开始增高并趋于平缓。从表2 还可以看出, 随着ABS 含量的增高,拉伸强度降低,而热变形温度则升高。对于ABS/ PVC 共混物材料,除了要有好的韧性外,还要求要有较好的阻燃性。实验结果表明,当PVC 达到50 份以上时才有较为明显的阻燃效果,且当ABS 与PVC 各占50 份时,其共混物的拉伸性能、弯曲性能等均高于线性加和值,因此,ABS 与PVC 的配比以50∶50 为佳。
2. 2 PVC种类与共混物性能的关系
ABS/ PVC 共混物的力学性能与PVC 的种类之间存在着紧密的联系,如图2 所示。
图2 不同聚合度PVC与ABS 共混的冲击强度—S - 700 ; ○—S - 1000
从图2 可以看出,当ABS/ PVC 的组成不变时,随着PVC 相对分子质量的增加,共混物的冲击强度明显升高。
2. 3 ABS 接枝粉的添加对ABS/ PVC 共混物性能的影响
添加了ABS 接枝粉后的ABS/ PVC 共混物性能如表3 所列。此外,对S - 700 型和S - 1000 型PVC 各25份的ABS/ PVC 共混物进行了性能分析,结果表明其B 法维卡软化点为83 ℃,常态邵氏(D) 硬度为74 ,添加ABS 接枝粉后拉伸强度保持不变,老化后的拉伸强度为31. 8 MPa , 扯断伸长率为41 %。
2. 4 加工温度的选择
ABS/ PVC 共混物的加工温度不仅影响共混物的性能, 且关系到生产加工的可行性。对ABS、PVC 及ABS/ PVC 共混物(配比为60∶40) 分别进行了热失重分析,结果如图3 所示。从图3 可以看出, 共混物中的PVC 与纯PVC 都会在230 ℃以上开始明显降解。PVC 的降解过程比较复杂,主要是经过脱HCl 的催化反应,也会经历一个链引发(传递) 、链增长和链终止的剧烈变化。在实际加工生产中,降解一旦开始,就很难快速阻止。
挤出温度对ABS/ PVC 共混物的影响列于表
4 。由表4 可见,将挤出温度控制在100~190 ℃是切实可行的。2. 5 产品外观的影响因素对未加氟母粒和聚乙烯蜡的ABS/ PVC 共混物挤出成型,发现其表面不够光滑,挤出速度慢。为此,分别加入1. 5 份氟母粒和5 份聚乙烯蜡,结果产品的表面光滑度和光泽度均得到改善,且螺杆扭矩下降。
3 ABS/ PVC密封条加工工艺
3. 1 工艺流程及配方
ABS/ PVC 密封条加工工艺流程如下: 将ABS、PVC、ABS 接枝粉及助剂加入高速混合器进行混合,用双螺杆挤出机造粒,较后挤出成型。配方如表5 所列。3. 2 挤出造粒及成型ABS/ PVC 密封条挤出造粒及成型工艺参数分别如表6 、表7 所列。
4 结语通过选择适宜的原料配比及加工温度,并添加适量助剂,已生产出性能完全满足相关技术指标的ABS/ PVC 密封条。
无锡嘉弘塑料科技有限公司拥有近30年改性PVC颗粒料的研发、造粒生产经验,专业技术服务团队可为客户提供一站式系统解决方案。如想了解更多关于产品的信息,欢迎登录我们的官网∶www。js-plastics。com,咨询在线客服或拨打热线。固话:0510-68755207 手机:15190220696,我们将竭诚为您服务。

(免责声明: 本站内收录的所有教程与资源均来自于互联网,其版权均归原作者及其网站所有,本站虽力求保存原有的版权信息,但由于诸多原因,可能导致无法确定其真实来源,请原作者原谅!如果您对本站教程与资源的归属存有异议,请立即通知小编,情况属实,我们会较早时间予以删除。)
