


UPVC管材在使用中会发生热胀冷缩现象,国家标准中引用“纵向回缩率”表示。纵向回缩率是指管材在特定温度(23~150oC)区域间长度的变化百分率。GB 6671.1—86(硬聚氯乙烯(UPVC)管材纵向回缩率的测定》明确规定测定方案及标准要求。控制管材纵向回缩率就是控制管材的热胀冷缩范围,为了管材的正常使用,就必须依据GB 6671.1— 86严格控制管材的纵向回缩率。
UPVC管材的纵向回缩率与诸多因素有关,如何有效地控制纵向回缩率是UPVC管材生产厂家关心的问题。笔者在本文中分析了影响UPVC管材纵向回缩率的几个主要因素。
1 影响因素的机理分析
1.1UPVC管材配方的影响
1.1.1 PVC树脂的影响
PVC塑料是由PVC树脂及辅助材料组成,其中PVC树脂成分占整个配方的一半以上;况且PVC塑料的“热胀冷缩”变化主要来自于PVC树脂分子的缠结、扭变、热胀、冷缩等变化。
PVC分子量大小及分子量分布范围均影响加工塑化后塑料的团聚状态,分子量大的PVC树脂团聚变化小,分子量小的PVC树脂团聚变化大。因而PVC树脂中分子量大对纵向回缩率影响较小,反之,分子量小对纵向回缩率影响较大。分子量分布广的,说明PVC塑料在加工时,分子的团聚变化范围大;分子量分布窄的,硬质透明PVC粒料在加工时分子的团聚变化范围小。因而PVC树脂中PVC分子量分布范围广的纵向回缩率大;反之,PVC分子量分布范围窄的纵向回缩率小。
1.1.2 填料
PVC塑料加工一般都填加不同量的无机填料,它不只是为降低成本,在填料量加入到一定程度时,还可以填强基体,提高塑料产品的硬度及相关物理性能。在UPVC 管材加工配方中,随着填料(CaCO3)量的增加,管材的纵向回缩率在逐步降低。
1.2 挤出模具的设计
挤出模具不仅是定型产品的几何形状及相关尺寸,同时是输送从料筒流出的塑化均匀的熔料的通道。挤出模具在设计时,必须充分考虑熔体流变行为。
1.2.1 挤出模具的压缩比
从挤出机机筒内孔挤出熔料为柱形,挤出模具的前端将熔料分成管形,沿料流方向先扩张,再向出口渐进减小,以形成一定的扩张及压缩。所谓压缩比,即管材机头模具流道内较大的截面积与模口的截面积之比。
压缩比大,塑料熔体流经机头模具中所受剪切作用力大,分子相互缠绕、压缩、团聚力量大,流出机头模具的热泡管残余的“应力”大,因而其纵向回缩率大;反之,压缩比小,塑料熔体流经机头模具中所受剪切作用力小,各项反作用力小,纵向回缩率小。
1.2.2 泡管拉伸比
从挤出机机头出的泡管,经过牵引拉伸及定型尺寸后方可成形成管材。因而从机头模具挤出的泡管必须经过拉伸,由于挤出模具的压缩,出离口模的泡管不经过拉伸便会膨胀。况且模具的压缩比不同,泡管的膨胀比例也不一致。
管材的拉伸比,是指口模的截面积与成型后管材的截面积之比。上述拉伸比只能从模具上体现拉伸状况,如若同样口模截面积,而压缩比不同,那么它的拉伸比却相同,而挤出泡管膨胀状况不一致,泡管的内应力不同。拉伸比的概念仅能说明模具与管材的关系。而要说明纵向回缩率,笔者认为应引出“泡管拉伸比”的概念。“泡管拉伸比”应是挤出泡管的截面积与管材成型后的截面积之比。“泡管拉伸比”必须经过实验所得,测量泡管挤离口模后,不经过牵引,自由膨胀后的尺寸。“泡管拉伸比”大时,泡管分子取向大,泡管快速冷却,内存的拉伸应力较大,纵向回缩率大;反之,“泡管拉伸比”小时,泡管分子取向小,纵向回缩率小。
1.3 工艺的控制
挤管生产中,管材的各项机械物理性能均与挤管过程的工艺控制有关。合理的工艺设置方能使PVC混合料形成具有一定塑化度并且塑化均匀的熔体,因而管材的纵向回缩率也与工艺控制有关。笔者从以下两方面论述。
1.3.1 口模的温度控制
熔料流经口模,需要补偿的热量极少,因而口模的温度不宜过高。如果口模温度过高,使泡管外壁的低分子化合物挥发,并且泡管膨胀严重,致使纵向回缩率增大;如果V1模温度过低,泡管外壁的低分子化合物得不到很好的熔化,同时泡管得不到自由“伸长”,致使纵向回缩率变大。因而口模温度应比料筒较高温度低10~15~C为佳。
1.3.2 泡管的冷却速度
一般的挤出设备加工,泡管的口模挤出后进入真空定径装置,实施快速冷却。然而这样的加工工艺中,使管材形成的过程变短。快速冷却是管材温度的急剧降低,管材的内应力被“冻结”,因而管材的纵向回缩率变大。
目前,通过试验将泡管的冷却改用两段式,使管材的冷却时间变长,实质上将冷却装置加长,这样既满足了快速生产需要,又实现了管材纵向回缩率的有效控制。所以,管材的纵向回缩率随冷却速度的加快而变大。
2 实验分析
2.1 填料与管材纵向回缩率的关系
2.1.1 实验部分
(1)材料
PVC树脂,SG-5,青铜峡产符合GB/T 5761—93;轻质CaCO3,符合HG 2226—91;其它:稳定剂、润滑剂、改性剂等均不变。
(2)设备
挤出机:SJSZ-65,双螺杆异向挤管机组,无锡产;φ160管材模具,压缩比19:1,自制;实验烘箱,101-3型,长春智能试验机研究所制。
(3)试样制备
试验生产配方中稳定剂、润滑剂、改性剂填加量不变,将CaCO3填加量以(a)、10份,(b)、20份,(c)、25份,(d)、30份,(e)、35份和(f)、40份配6种料进行试验挤出O160×3.5管材。这样可以得到6种试样。
(4)工艺设定
加工工艺设定如下(见表1)
(5)纵向回缩率的测定
试验依据GB 6671.1—86进行测定。每次测定三个试样,取其平均值,所测的值如表2。
2.1.2 分析
填加CaCO3可减小塑料熔体的膨胀与收缩,因而随CaCO3的填加量增加,UPVC管材的纵向回缩率是在逐步减小;当CaCO3的填加量达到一定量时几乎不再影响UPVC管材的纵向回缩率。
2.2 泡管拉伸比与纵向回缩率的关系
2.2.1 实验
(1)材料
PVC树脂,SG-5,青铜峡产符合GB/T 5761—93;轻质CaCO3,符合HG 2226—91;其它:稳定剂、润滑剂、改性剂等均不变。
(2)设备
挤出机:SJSZ-65,双螺杆异向挤管机组 无锡产;φl10管材模具,压缩比19:1,自制;实验烘箱,101—3型,长春智能试验机研究所制。
(3)试样制备
试验生产配方中稳定剂、润滑剂、改性剂填加量不变,CaCO3填加量为40份配料进行试验挤出ll0管材。模具口模间隙为φl18×3.5mm,加热泡管壁厚测量为φ121×4.0mm。用此模具分别挤出φl10×3.5、φl10×3.2、φl10×3.0、φl10×2.8四种规格管材。泡管拉伸比分别为1.11、1.20、1.28、1.37。
(4)工艺设定
加工工艺设定如表3。
(5)纵向回缩率的测定
试验依据GB 6671.1—86进行测定。每次测定三个试样,取其平均值,所测的值如表4。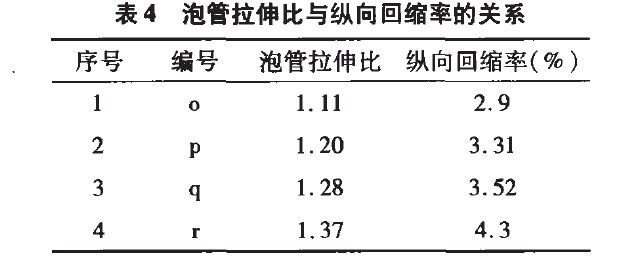
表4 泡管拉伸比与纵向回缩率的关系
2.2.2 分析
根据表4的分析可知,挤出管材的泡管拉伸比直接影响管材的纵向回缩率。
3 结语
(1)通过机理分析,影响UPVC挤出管材纵向回缩率因素很多。其中比较重要的因素有管材的配方中材料因素、挤出管材模具的结构、成型工艺等。
(2)配方中填料的填加量影响较大,以CaCO3的填加量作分析,随CaCO3的填加量增加管材的纵向回缩率在减小,随着CaCO3的填加量到一定值时,CaCO3的填加量不再是影响管材纵向回缩率的主要因素。
(3)泡管拉伸比是管材纵向回缩率影响的主要因素。随着泡管拉伸比增大,管材的纵向回缩率在变大。
无锡嘉弘塑料科技有限公司可根据客户要求加工各种填充、阻燃、增强改性ABS、PS、PC、PC/ABS、聚丙烯、PA等工程塑料粒子;各种汽车门板、保险杠、仪表板、发动机盖板、车灯等汽车专用料。
无锡嘉弘塑料科技有限公司拥有近30年硬质透明PVC粒料的研发、造粒生产经验,改性工程塑料的研发和生产经验;专业技术服务团队可为客户提供一站式改性塑料系统解决方案。如想了解更多关于产品的信息,欢迎登录我们的官网∶www.js-plastics.com,咨询在线客服或拨打热线。固话:0510-68755207 手机:15190220696,我们将竭诚为您服务。
(免责声明: 本站内收录的所有教程与资源均来自于互联网,其版权均归原作者及其网站所有,本站虽力求保存原有的版权信息,但由于诸多原因,可能导致无法确定其真实来源,请原作者原谅!如果您对本站教程与资源的归属存有异议,请立即通知小编,情况属实,我们会尽快予以删除。)
