

硬质透明PVC粒料挤出成型简介(三)
栏目:行业动态 发布时间:2021-06-01 15:53
3。挤出机的分类 #8226;挤出机的分类:随着挤出机使用的增加,出现了各种挤出机,并且分类方法很多。 #8226;1根据数量螺钉,可分为单螺杆挤出机和多螺杆挤...
3。挤出机的分类
&挤出机的分类:随着挤出机使用的增加,出现了各种挤出机,并且分类方法很多。
&1根据数量螺钉,可分为单螺杆挤出机和多螺杆挤出机;
&2根据排气的可能性,可分为排气挤出机和非排气挤出机;
# ##&3根据螺杆的存在,可分为螺杆挤出机和无螺杆挤出机;
&4根据螺杆在空间中的位置,可分为卧式挤出机和立式挤出机
&本章将逐一介绍以上各种挤出机。
较常用的是卧式单螺杆无孔挤出机,本章将重点介绍。
&塑料挤出机
4。用于硬质透明PVC颗粒的单螺杆挤出机的主要参数
单螺杆挤出机的性能特征通常由以下主要技术参数表示:
&螺杆直径:指螺钉的外径,用D表示,以毫米为单位。
American max750mm
&螺钉长度与直径之比:以L / D表示。其中,L是螺钉的有效长度,即螺纹部分的长度。在此过程中,L定义为从进料口中心线到螺纹末端的长度,D是螺钉的直径。
&螺钉旋转范围:用n表示/min.\\r\\n
&驱动电机功率:用N表示,以千瓦为单位。
德国φ500-3600kwφ600-5000kw
&桶加热部分编号:用B表示。
&桶加热功率:用E表示,以千瓦为单位。
&挤出机生产率:以Q表示,以千克/小时为单位。
&机器中心的高度:以H表示,指的是从螺杆中心线到地面。
单位为毫米。
&机器的整体尺寸:长度,宽度和高度。
单位为毫米。
2.1硬质透明PVC粒料挤出机的工作过程
l可以成型和加工塑料橡胶的原因是由于其固有的依赖性
根据该决定。
l从聚合物物理学得知,聚合物通常以玻璃态存在,
高弹性和粘性流动的三种物理状态。在某些情况下,这
这三个物理状态将相互转换。
l塑料橡胶模压,压制,压延,挤压和注射
需要进行等待
1。挤出过程
塑胶橡胶从加料斗进入料筒后,随着螺杆的旋转,逐渐被推向机器头部的方向。
经历以下四个阶段:
l 1进料段---运输并开始压实材料
螺杆凹槽中充满了疏松的固体颗粒或粉末,并且
l 2压缩段---压缩并熔化材料
a。由于阻力,材料被压实
随着螺丝槽逐渐变浅,滤网,歧管和
机头的阻力在塑料橡胶中形成非常高的压力,从而非常紧密地挤压材料。
l b。外部热量和内部热量的作用使材料熔化
在筒体外部热量和由混合和剪切作用产生的内部摩擦热的作用下,塑料橡胶的温度逐渐升高
对于常规的三段式全飞行螺杆,大约是压缩段的三分之一,塑料和橡胶在与接触点接触的某个点的温度桶壁达到粘性流动温度并开始熔化。
c。所有材料都熔化并变成粘性流体状态
随着材料向前输送,熔融材料的数量逐渐增加。
未熔化材料的数量逐渐减少。大约在压缩段结束时,所有材料熔化并变成粘性流体状态,但是此时每个点的温度都不太均匀。
l 3均质段---均质化
均质段后,硬质透明PVC粒料的均质效果相对均匀,较后,螺杆在恒定的压力和恒定的压力下将熔融的材料定量地挤入机头中。
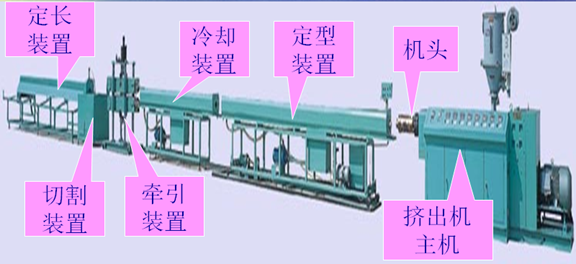
l 4个头---成型并较终定型
机头中的模具是模制零件,材料通过该模具获得一定的横截面几何形状和尺寸。
经过冷却或硫化等处理后,即可得到成型产品。
总而言之,挤出机的挤出过程可总结如下:
送入硬质透明PVC粒料-输送-压实-熔融-均质-挤出成型

&待续...
