


1、板面发黄。挤出温度过高或者稳定性不足,解决办法,降低加工温度,如果不见好转可调整配方,适当增加稳定剂和润滑剂,可逐一改变,容易很快找出问题所在,最快的速度解决问题;
2pvc粒料厂家、板材中间发黄。主要原因是河北pvc颗粒料筒芯部温度模具温度高有关,润滑剂用量也有关系,再次与白发泡剂有一定关系;
3、板面弯曲。料流不均或者冷却不到位,造成料流不均的因素一般有牵引波动大或者配方中内外润滑不均衡,机器的因素容易排除,配方调整一般在外润滑尽量少的前提下调整内润滑会有很pvc回料再造粒注意问题好的效果,同时保证冷却均匀到位;
4、横切面出现泡孔或者泡分层。原因可归结为一点,就是熔体强度不够,造成熔体强度不够的原因有1.发泡剂过量或者发泡调节剂不够或者二者比例不协调,或者发泡调节剂质量问题2.塑化不良,加工温度低或者润滑过量;发泡塑料板材pvpvc颗粒厂c医用透明料造粒设备截面产生破泡或穿泡两方面的因素:Apvc软质回料用什么设备造粒、是因熔体本身局部强度过低,破泡是由外向里形成的;B、是因熔体周边压力偏小,局部泡孔发生膨胀,强度减pvc输液管颗粒弱,破泡是由里向外形成的。在生产实践中,两种作用没有明显区别,有可能同时存在,大部分破孔都是局部泡孔不均匀膨优质PVC颗粒胀后,熔体强度降低所致;
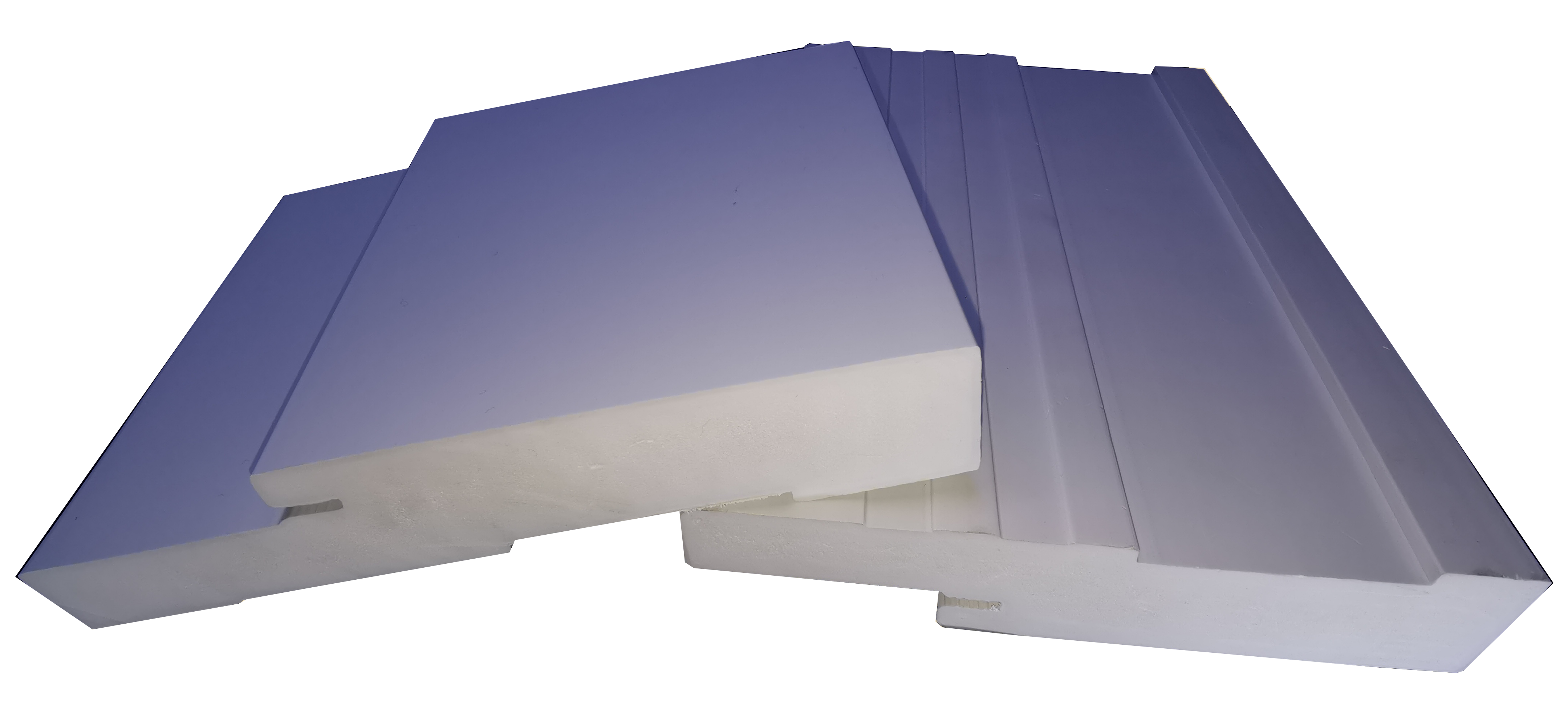
5、板面厚度不均。出料不均,可调整模唇开度,如果流速太大可调整阻流棒,配方调整,一般内润滑多了中间厚,外润滑多了两边走料快;使用PVC发泡板表面包覆粒料做表面包覆处理,就能很好的解决表面划痕和防护问题。
6、交接班时易出现的板材厚薄纹路等的变化。主要原因,与混料有关,上一个班混料后,等下班次接班后混料中间间隔时间长,混pvc医用粒料料桶得到很好地冷却,第一锅混料预塑化好,与之前混料形成差异,在其他条件不变的情况下,易产生波动,可调整牵引、加工温度或通过管理得以解决。
PVC发泡板产品检测方法:
(1)板侧边:切口平整,孔隙细密,无针孔,无粗大孔眼,掉粉不严重,无蜂孔,开料纤维自脱落,不蹦口。(注:出现上述情况要留心了,后序做成品工序麻烦。)
(2)板面:手感光滑平整,机械纹理不明显,表面颜色无色差,乳白色,表面无污点,无明显小坑,无针孔,无粗大孔眼,裂缝。(注:非乳白色的发泡板渗入回收废弃板,不医用pvc塑料颗粒属于环保板,环保板不含铅(含量小于欧美标准)。)
(3)密度算法:密度=重量(克)/长*宽*厚(厘米)。
(4)板重量算法:重量(克)=长*宽*厚度(厘米)*密度。(5)厚度测量:卡尺立放表面时,接触紧密无缝隙,左右厚度均匀,左中右测量,偏差是否很大,厚度偏差正负0.2MM为正常。 PVC发泡板表面包覆 来源:互联网
